


文章來源 : 廣東優科檢測 發表時間:2023-07-19 瀏覽數量:
汽車產業原本為一個非常封閉的環境,國際車廠并不會將產品Cost Down視為重要的任務,因為汽車是與人類生命財產有關的行業,產品設計的不良或可靠性的缺陷將會造成車廠巨大的賠償,因此車廠不會輕易的去更換供應商。但近年來「AI智慧汽車」與「ADAS」的崛起,汽車電子占車價的比重逐步提升到40-50%,這兩個汽車新發展面向,使得車廠必須開始跳脫既有的供應鏈,開始尋找合適的電子產品供應鏈。從2017年全球汽車銷售量排行榜來看,前七大車廠的銷售量已經占了全球60%的比重,這代表市場是非常集中的,如何擊退競爭者進入國際車廠的供應鏈,無非是現今電子廠商所面臨的重要課題。

當車廠要開發一個產品與功能時,將會定義系統功能->子系統功能->該采用的電子控制單元(ECU)->需要使用的半導體元件,規格由左至右、由上而下;但在進行驗證時則需由下而上,一步一步完成驗證需求,正所謂「基礎不牢,地動山搖」,從最源頭確認質量起,將會是產品達到高可靠性的不二法門。如不遵循V型曲線,當產品發生失效狀態下,就無法厘清是上一段產品問題,還是制程問題,或是自己設計不良所導致。
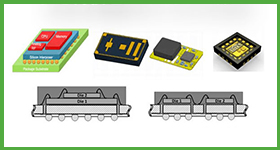
Step 1:Component level – 集成電路IC符合AEC-Q100要求、離散元件符合AEC-Q101需求、LED符合AEC-Q102要求(2017年新版)、多芯片元件MCM符合AEC-Q104要求(2018年新版) 、被動元件符合AEC-Q200要求
Step 2:PCB level -印刷電路板(以下簡稱PCB)通過IPC-6012DA驗證
Step 3:Board level – 考慮元件上板后的焊點可靠性(BLR, Board Level Reliability)
Step 4:Board level – PCBA制程質量驗證確認
Step 5:System level -從系統模塊到Tier 1 / 品牌車廠的標準規范

Step 1:Component level:AEC-Q系列
對車用ICs可靠性驗證而言,美國在1994年即由克萊斯勒(Chrysler)、福特(Ford)以及通用汽車(GM)三大汽車廠發起成立汽車電子委員會(Automotive Electronics Council-簡稱AEC)。AEC建立車用電子元件的質量控制標準,符合AEC規范的元件均可被Chrysler、Ford與 GM三家車廠同時采用,因而促進了元件制造商交換其產品特性數據的意愿,并推動了汽車電子元件通用性的實施,為汽車電子元件市場的快速成長打下基礎。
近年來國際車廠于安全相關的ECU上,將AEC-Q100制定為強制性的主動元件需求,AEC-Q200詢問熱度逐步提高,未來也會轉化為強制性的需求,筆者呼吁廠商須提早因應。對于LEDs Component, AEC也于2017年頒布了AEC-Q102,已成為車用LED的圣經。
Step 2:PCB level -PCB板通過IPC-6012DA驗證
印刷電路板(Printed circuit board,簡稱PCB)是主被動元件的溝通橋梁,當元件故障時可透過Re-work更換,但不可能移除所有元件后再更換PCB,因此不得不說PCB為汽車電子零組件中的關鍵零件。
車用PCB以往并無特殊的驗證手法,多遵照IPC-6012進行驗證,由于車用電子市場的崛起,PCB制造業者積極搶食這塊大餅,IPC(國際電子工業聯接協會,簡稱IPC)不得不重視此問題,特別于2016年頒布了首份針對車用PCB的驗證及允收規范IPC-6012DA,其中包含了溫度沖擊耐久試驗(Thermal shock endurance Testing)、高溫耐久試驗(High Temperature Endurance Testing)、高溫高濕儲存試驗(High Temperature & Humidity Storage Testing)、陽極細絲導通試驗(Conductive Anodic Filament,簡稱CAF Testing)、表面絕緣電阻試驗(Surface Insulation Resistance,簡稱SIR Testing)…等。這份也成為車廠與Tier 1對于PCB可靠性驗證的重要參考法規。
Step 3:Board level – 車用組件上板后的焊點可靠性
板階可靠性(BLR),是國際間常用來驗證IC元件上板至PCB之焊點強度的測試方式,是目前手持式裝置常規的測試項目。而隨著汽車電子系統的復雜度提升,更多的IC元件被運用在汽車內,BLR遂逐步成為車電重要測試項目之一,不僅Tier 1車廠BOSCH、Continental、TRW對此制定專屬驗證手法,令人注意的是AEC汽車電子協會近期最新出爐的AEC-Q104,明確定義了車用電子的板階可靠性試驗(Board Level Reliability)項目,雖然項目僅有BLR TCT(溫度循環)、Drop(落下)、Low Temperature Storage Life(簡稱LTSL)、Start Up & Temperature Steps(簡稱STEP)等,尚未能完全貼近Tier 1的客戶規范,但卻是車用板階可靠性通用標準發展的一大步。
Step 4:Board level – PCBA制程質量驗證確認
歐盟2006年7月開始實施RoHS,在電子產品上限制使用鉛(Pb),含量需小于1000 ppm。在當時電子產品使用錫鉛焊錫已經超過50年以上歷史,導入無鉛制程中,無論設備、測試方法、產品質量與可靠性等議題必須重新進行檢視與確認。焊接材料從錫鉛轉為無鉛錫膏后熔點由183℃提升至217℃,溫度的提升導致焊點硬度變硬、變脆、耐疲勞性差,焊點缺陷多容易造成錫須等問題,因此掌控制程良率的難度大幅提升。當時因醫療、國防、車用電子的應用上,對于可靠性需求極高,所以導入的腳步較消費性的電子產業慢很多。
在2007年版的AEC-Q100 Version G尚未有無鉛(Pb Free)的驗證需求,不過AEC在2009年發布了Q005(PB-FREE TEST REQUIREMENTS),正式面對了無鉛制程的轉換;且2014年在進行AEC-Q100的改版作業中(Version G->H),加入了無鉛測試的驗證要求包含了焊錫性測試(Solderability)、焊錫耐熱試驗(Solder Heat Resistance)以及錫須試驗(Tin Whisker),從此汽車電子毅然而然跟上環保的腳步。
而廠商在消費性電子產品導入無鉛過程中,累積了非常多的經驗,克服了各式各樣的難關,因此在進入車用的階段相對有經驗。
Step 5:System level -從系統模塊到Tier 1 / 品牌車廠的標準規范
系統模塊的驗證需求大致可區分為三個階段:
1. 求生存:此時公司正面臨生死存亡的關鍵時刻,能將產品用較低價較快速的方式投入市場才能足以生存,在這個階段并無質量與可靠性可言。
2. 副廠品牌:公司已有所規模,想要逐步建立品牌價值,這時多參考國際車用規范進行質量驗證,而業界普遍且通用性較廣的則為ISO 16750(繁體版CNS 15481、簡體版GB/T 28046、日文版JASO D014),內含四大類的驗證,電性負載、機械負載、氣候負載、耐化學溶劑負載。
3. 車用正廠零組件:此時唯有通過車廠的廠規或是Tier 1廠規,并無其他二路可選。
要在汽車這個產業長久生存,需跳脫既有的消費性電子產業思維,對于質量與可靠性的要求是沒有任何妥協的余地,價格是放在較后面的考慮,車廠對于新的產品導入可能有長達3~5年驗證期,對于產品的售后維修備料,更可能要求達20年之久,當決定跨入汽車產業之路,經營者必須更有耐心與決心。若您有汽車電子元件AEC-Q驗證需求,歡迎聯系我們!

獲取報價
如果您對我司的產品或服務有任何意見或者建議,您可以通過這個渠道給予我們反饋。您的留言我們會盡快回復!








 掃碼咨詢
掃碼咨詢











































 微信訂閱號
微信訂閱號